利用準分子激光器的超高脈沖紫外光功率,人們可以高效、安全地將超薄功能元件從剛性晶元或面板載體上剝離出來,從而有效地提高新一代超薄柔性零部件和元器件生產率,降低制造成本。
激光加工一直是微電子器件生產實現(xiàn)突破性發(fā)展的關鍵技術。隨著微電子器件的結構尺寸不斷縮小,利用短波長紫外激光器加工逐漸成為行業(yè)主流趨勢,因其可以在橫向和縱向上實現(xiàn)極高的加工分辨率。作為紫外激光器的一員,準分子激光器具有優(yōu)良的性能,配合大尺寸光學器件,能夠實現(xiàn)“加工效率”和“加工精度”的完美兼容,這得益于其巨大的有效加工面積,幾乎可達其分辨率的1 萬倍。大光斑激光系統(tǒng),完美適用于各種尺寸的晶元和面板的激光剝離工藝,有力地促進了顯示屏和其他電子設備向柔性方向發(fā)展的轉變。
從剛性載體到柔性微電子器件制造的轉變
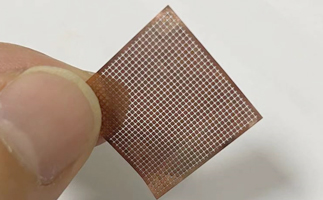
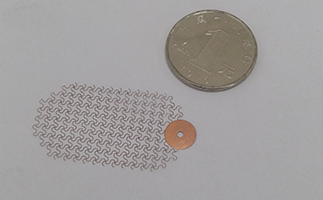
用于智能手表、可穿戴設備或曲面智能手機的柔性顯示屏具有巨大的商業(yè)潛力,但它的制造仍然存在重大技術挑戰(zhàn)。通常而言,用于柔性顯示屏的薄塑料基板比較脆弱,無法使用常規(guī)加工工藝處理,尤其是在幾個生產流程中經過高溫處理后,材料會失去韌性。在加工薄晶片時也會遇到類似的挑戰(zhàn),晶元貼片將被盡量薄化,以至于達到柔軟的程度,用以滿足在高性能移動設備內封裝垂直堆疊邏輯和存儲器芯片架構的空間需求。

圖1: 采用剛性載體和準分子激光器剝離工藝制備柔性顯示屏的示意圖。
柔性顯示面板或超薄半導體晶片批量生產的常規(guī)方法為:先在涂覆聚合物的剛性玻璃載體上刻寫電路,并在最終工藝步驟中將器件從載體上剝離。其技術方案為——將紫外準分子激光器的線光束透過玻璃基板載體,照射在聚合物層上。由于激光的波長很短,材料對激光的吸收率很高,只有緊鄰玻璃基板的聚合物被蒸發(fā),從而實現(xiàn)了基板與器件的分離。采用308nm準分子激光器進行激光剝離時,激光脈寬約為25ns,需要的能量密度約為00J/cm2。此外,由于激光波長較短,吸收率很高,剝離過程中無需制備額外的過渡層來增強激光吸收。
紫外激光器彰顯優(yōu)異性能和高可靠性
實踐證明,許多常規(guī)的剛性載體分離技術并不適合用于規(guī)模化生產。例如,機械剝離技術和化學蝕刻工藝,其生產效率低,局限性大,而且生產良率也不高。甚至,后一種方法還會對環(huán)境產生危害。相比之下,激光剝離工藝則是更好的選擇。為了將激光吸收限制在聚合物與玻璃載體界面附近,該工藝要求使用波長盡量短的激光(波長短于350nm)。由于準分子激光器具有波長短(激光剝離工藝中常用的是308nm以及248nm)、能量和功率高的特點,因此在精密微電子器件生產中,采用準分子激光器進行激光剝離,不僅良率高,而且產量大,完全可以滿足微電子市場的批量化生產需求。事實上,短波長準分子激光器系統(tǒng)配合高質量的線光束光學器件,對于批量化生產而言是至關重要的:
1) 激光剝離技術通常用于高價值元器件的制備;
2) 激光剝離工藝位于一系列高成本工藝步驟之后;
3)激光剝離工藝是許多高價值元器件和相應的零部件制備的核心技術;
4)在柔性屏的制備中,激光剝離工藝1% 的不良率,就會造成每年高達數(shù)百萬美元的利潤損失。
大尺寸紫外激光剝離工藝
顯示屏制造商使用尺寸從1到約5平方米的矩形玻璃載板。柔性顯示屏制造的基本剝離工藝步驟如圖1所示。首先,以玻璃基板為臨時載體,涂覆上聚合物薄膜,然后將其固化。接著,在聚合物薄膜上面,構建電路背板(即薄膜晶體管矩陣),隨后覆蓋上包含發(fā)光層的前面板。最后,通過激光剝離工藝去除玻璃臨時載體,從而實現(xiàn)柔性顯示屏的制備。

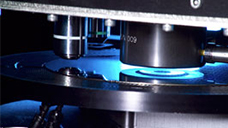
圖2:柔性顯示屏的激光剝離工序中載體面板在準分子激光線光束下移動。
經過實踐證明,對于激光剝離大尺寸面板的工業(yè)化生產,基于準分子激光器以及線光束掃描光學系統(tǒng)的工藝技術已經成為行業(yè)首選的加工策略。從最初提供的250mm長度的線光斑激光剝離系統(tǒng)開始,如今,長度擴展到750mm 線光斑的準分子激光系統(tǒng)已經應用于柔性顯示屏的生產車間(參見圖2)。以大約0.4mm 的線寬來計算其相應的加工面積(即每個激光脈沖內覆蓋的基板面積),長度250mm 線光斑約為1cm2,而長度750mm 的線光斑可達3cm2。由于每個區(qū)域只需單脈沖照射,且脈沖之間的重疊僅為線束寬度百分之幾的量級,所以面板加工速度與激光重復頻率成正比。根據(jù)面板尺寸和線光束長度來計算,激光剝離加工速度可達到每小時約10,000個柔性智能手機顯示屏的產量。
平頂光在加工中的優(yōu)勢
準分子激光剝離采用單脈沖剝離+ 逐行掃描的工藝,因此要求輸出的平頂光束具有穩(wěn)定的脈沖能量。在這種模式下,準分子激光器輸出的脈沖能量可達1J,這足以保證輸出的大光斑具有足夠的能量密度。如果能量密度不足會導致剝離不完全,而能量密度過大則會導致熱負荷過高,甚至可能導致薄膜翹曲或碳化。固體紫外激光系統(tǒng)的一個致命缺陷在于,其輸出光斑在某一方向上為高斯分布,必須采用高疊加率進行掃描,從而其激光剝離有效光斑利用率只有25%。而準分子激光器由于輸出的是平頂光斑,因此在激光剝離的過程中,在保證單脈沖具有足夠的能量密度進行有效剝離的前提下,脈沖間的疊加率可以控制的非常小,其光斑有效利用率可達80%以上,并能最大程度上減少激光剝離所需要的脈沖數(shù)量。

圖3 :750 mm 長準分子激光線光束的水平軸和垂直軸的橫截面。
實時脈沖控制—有效提升激光利用效率
激光脈沖,尤其是紫外激光脈沖,具有相對高昂的成本。這些成本主要是由激光器運行時配件損耗產生的,比如各種光學零部件。準分子激光剝離系統(tǒng)中,激光器可以在脈沖實時控制輸出的模式下工作。在實際生產中,在柔性顯示屏制造進行激光剝離的加工工序期間,紫外激光器的實際工作時間不到整套工藝流程時間的40%。利用準分子激光器的脈沖實時控制輸出的模式,激光剝離系統(tǒng)僅僅需要在面板剝離時輸出激光脈沖,而在系統(tǒng)上、下料以及面板移動時,以及其它空閑時間,激光器無需輸出激光脈沖(參見圖4)。

圖4: 準分子激光器脈沖實時控制輸出模式與固體激光器連續(xù)模式在激光剝離加工中的對比
因此,脈沖實時控制輸出模式可以大大減少每個面板加工時所需要的激光脈沖數(shù)量,從而降低了單個面板的加工成本。這樣一來,柔性屏制造商就可以通過降低激光系統(tǒng)的操作成本而獲得更多的收益。與此同時,利用脈沖實時控制輸出功能,可以在加工期間盡量減少激光器的脈沖輸出數(shù)量,從而延遲激光器的使用壽命。通常情況下,在脈沖實時控制輸出模式下運行,準分子激光系統(tǒng)在工業(yè)生產條件下通常能夠運行五年以上,無需重大維護,而且設備總體正常運行時間大于95%。
焦深—大幅面工作范圍內高度偏差補償?shù)睦?/strong>
批量化加工大尺寸柔性顯示屏面板的重要因素之一是激光剝離系統(tǒng)的焦深。由于準分子激光器輸出的高能量脈沖的優(yōu)異特性,線光束成像系統(tǒng)采用了低數(shù)值孔徑的聚焦系統(tǒng),從而產生的激光焦深可高達約±150μm(參見圖5)。在剝離工藝進行期間,基板需要保持在線光束聚焦焦斑范圍內,焦斑的深度與線光束的線寬成正比。通過在50%、90% 和96%線寬條件下測量發(fā)現(xiàn),線寬變化對于焦深變化的影響率只有2%。因此,在面板加工的過程中,即使因為面板高度的波動,也能夠使加工平面保持在焦深范圍內,不會影響激光剝離的加工效果。與此相反,三倍頻固體激光器由于輸出的脈沖能量較低,需要將光束聚焦為更小的光斑以保持剝離必須的能量密度。因此,固體激光器的剝離系統(tǒng)僅僅只有約20μm的焦深,在大幅面工作范圍條件下,為了保證加工精度,不得不減少其“工藝窗口”。

圖5 :作為移動垂直基板位置的函數(shù)測量的短軸線寬度。
總結
綜上所述,采用高功率準分子激光器的激光剝離系統(tǒng)已成為制造下一代輕質柔性微電子器件量產的關鍵技術。而準分子激光器所特有的大焦深、平頂光束和優(yōu)異的脈沖穩(wěn)定性等特點,使得準分子激光剝離系統(tǒng)成為工業(yè)生產中最完美的剝離工具。準分子激光器能夠提供獨一無二的超高脈沖能量以及優(yōu)異的光學性能,可以整形成優(yōu)良的矩形光斑,以達到平方厘米量級的大加工面積,并且能夠實現(xiàn)直徑300mm的晶元和大尺寸柔性顯示屏玻璃基板的快速剝離。